🎨 Applicazione produzione vernici
Paint & Coatings
La diluizione finale è il momento critico. Il reometro la trasforma in un parametro controllato.
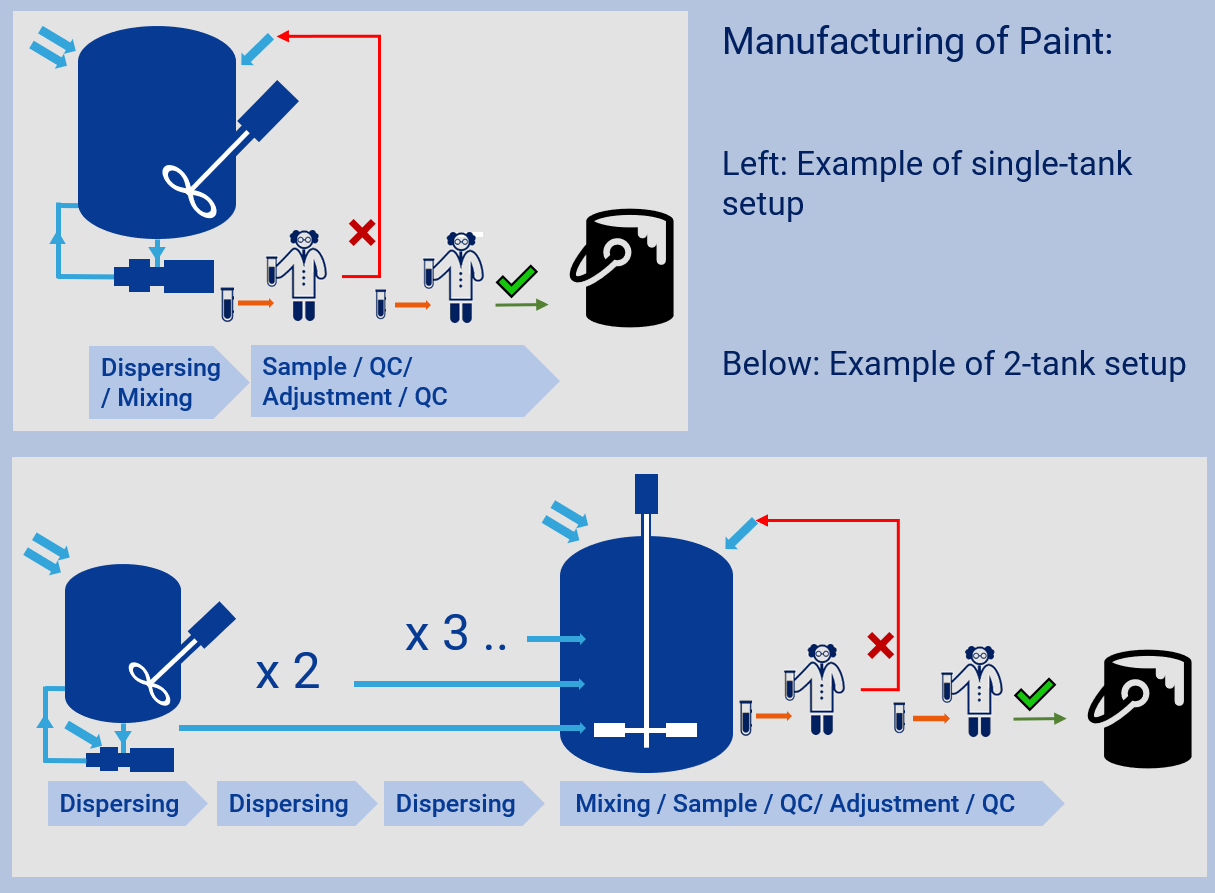
In ogni stabilimento vernici la stessa scena: il lotto è quasi pronto, ma manca la diluizione finale a viscosità target. Si preleva un campione, si misura in laboratorio con la coppa Ford o un viscosimetro Brookfield, si attende il risultato, si corregge, si rimisura. Se va bene, due cicli. Se va male, tre o quattro. Nel frattempo la linea è ferma.
Il reometro in linea Fluidan RheoStream (modelli FC e FCX) elimina questo collo di bottiglia: misura la viscosità della vernice ogni 1-3 minuti, durante la diluizione stessa, e ferma l'aggiunta di solvente esattamente quando il target è raggiunto. La diluizione diventa un loop di controllo automatico — la prima volta giusta, ogni volta.
Funziona su vernici a base acqua, smalti a solvente (versione ATEX disponibile), primer industriali, rivestimenti anti-corrosione, top-coat automotive, vernici per coil coating e per legno.