Broken Bag Detector · Filter Monitor · Dust Detector
Rilevare una rottura di filtro a maniche prima che diventi un problema di processo
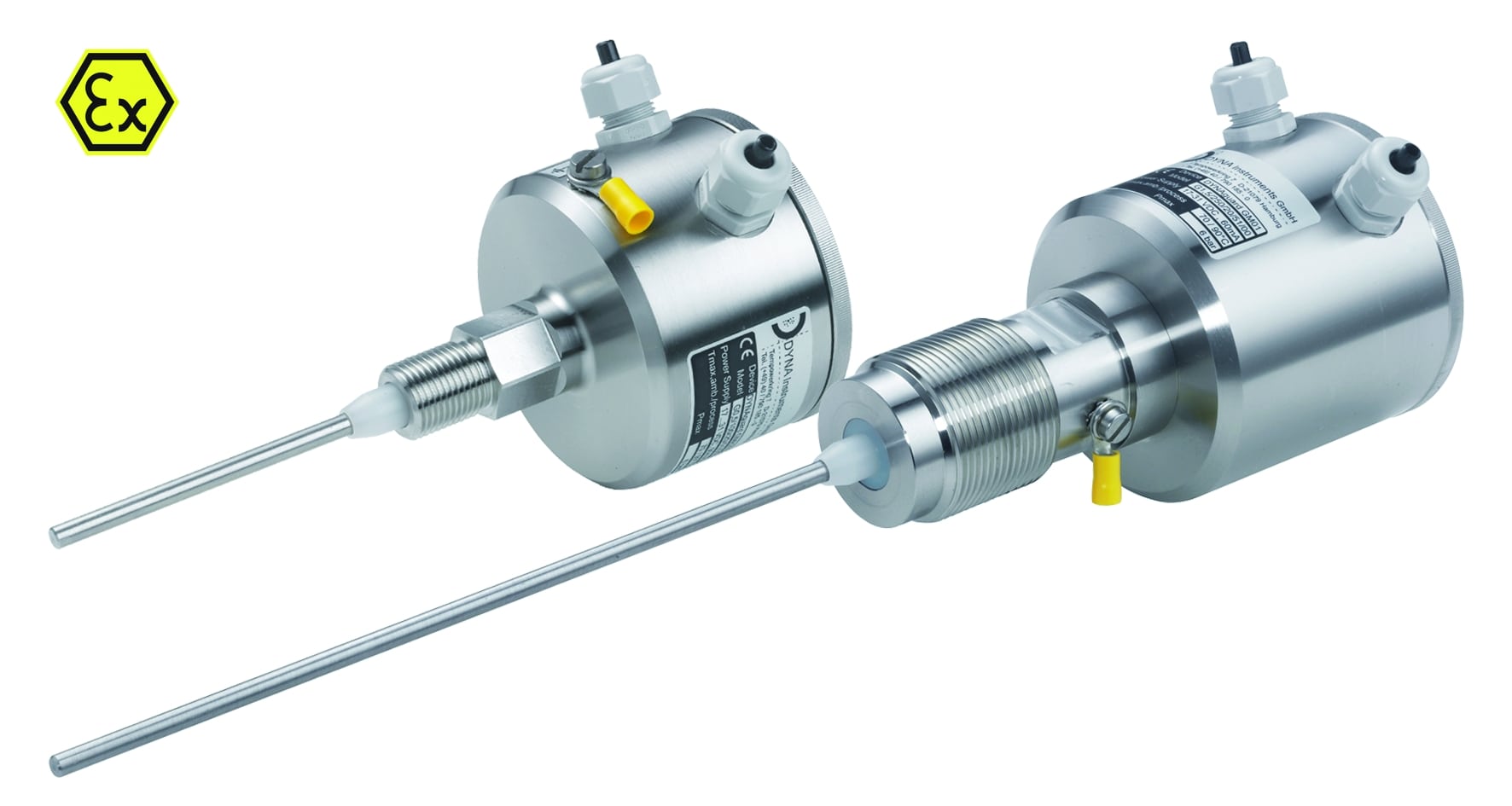
Il DYNAguard GM è un rilevatore triboelettrico di rottura filtri a maniche e monitoraggio polveri, progettato per installazione sul lato pulito (clean gas side) a valle di depolveratori industriali. Rileva in tempo reale la presenza di polveri sfuggite attraverso una manica lacerata, un'installazione non corretta, un sigillo compromesso o un degrado progressivo del filtro.
Il segnale scatta con una sensibilità nominale di 0,1 mg/m³ — una soglia molto bassa che permette di rilevare una rottura precocemente, prima che la perdita di efficienza diventi critica per l'impianto o per le emissioni. È lo strumento giusto quando la rottura di un filtro costa molto di più dello strumento che la rileva.
MCA è distributore autorizzato Dyna Instruments in Italia e fornisce il DYNAguard GM in tre versioni di uscita (relè, transistor isolato, 4-20 mA) e con opzioni per alte temperature fino a 200°C e per installazione in zone ATEX.
Le 3 applicazioni principali del DYNAguard GM
Il DYNAguard GM copre tre casi d'uso che hanno in comune un denominatore: rilevare la presenza di polveri dove non dovrebbero esserci. Il vantaggio operativo più importante è sempre la tempestività dell'allarme, che permette di intervenire sul processo prima che il danno si estenda.
🛡️
Rilevamento rottura filtro a maniche
Installazione a valle di depolveratori per rilevare in pochi secondi la rottura o il distacco di una manica. Permette manutenzione immediata, prima che il rilascio di polvere danneggi ventilatori, scambiatori o condotti a valle, e prima che le emissioni superino i limiti operativi.
📊
Monitoraggio emissioni di processo
Sorveglianza continua del livello di polveri in flussi gassosi di processo per rilevare variazioni, derive o anomalie. Non sostituisce un CEMS certificato QAL1/QAL2 per misure fiscali al camino, ma è la soluzione economica e affidabile per il controllo interno di processo.
⚙️
Protezione impianti a valle
Blocco automatico di ventilatori, essiccatori, scambiatori o macchine di confezionamento quando il livello di polvere supera la soglia di sicurezza. Protegge componenti costosi dal danno causato da flussi contaminati dopo rottura filtro.
Specifiche tecniche chiave del DYNAguard GM
Sono queste le 4 caratteristiche tecniche che definiscono quando DYNAguard GM è la scelta giusta rispetto ad alternative triboelettriche più economiche sul mercato italiano.
0,1 mg/m³
Sensibilità nominale
Rileva rotture filtro a concentrazioni molto basse, 10-50 volte più sensibile dei triboelettrici low-cost (tipicamente 1-5 mg/m³). Significa accorgersi del problema prima, non dopo.
1 : 180.000
Range di regolazione
Adattamento della sensibilità su un range enorme. Lo stesso hardware copre applicazioni con polveri completamente diverse (fini silicee, grossolane cristalline, metalliche) senza cambiare strumento.
90°C / 130°C / 200°C
Temperatura di processo
Versione standard fino a 90°C, optional fino a 130°C e 200°C. Copre applicazioni post-essiccatore, post-forno, cementifici, vernici al forno, dove i triboelettrici low-cost non possono operare (fermi tipicamente a 80-100°C).
6 bar / 10 bar
Pressione di processo
Versione standard fino a 6 bar, optional fino a 10 bar. Adatto a linee in sovrapressione dopo ventilatori a forte prevalenza, dove molti triboelettrici economici sono limitati a 2-3 bar.
Altre specifiche tecniche
| Principio di misura |
Triboelettrico modificato (solo particelle in movimento, non influenzato da depositi statici) |
| Housing |
Acciaio inox 1.4305 (AISI 303) |
| Sensor rod standard |
Acciaio inox 1.4571 (AISI 316 Ti), lunghezza 1/3 – 2/3 diametro condotto, max 800 mm |
| Grado di protezione |
IP 67 secondo EN 60529 |
| Compatibilità EMC |
Conforme a EN 61326-1 |
| Temperatura ambiente |
-20°C … +70°C |
| Alimentazione |
17 – 31 V DC (max 60 mA per GM01/GM02, max 90 mA per GM20) |
| Certificazione ATEX (optional) |
Ex ta IIIC T200 152°C Da IP64 — categoria 1D, zona 20 (polveri combustibili) |
| Manutenzione |
Esente da manutenzione; installazione e messa in servizio senza strumenti speciali |
Le 3 versioni del DYNAguard GM: quale scegliere
Il DYNAguard è disponibile con tre varianti di elettronica di uscita sullo stesso hardware sensore. La scelta dipende da come lo strumento deve interfacciarsi con il sistema di controllo dell'impianto e da cosa si vuole fare con il segnale.
Uscita a relè
DYNAguard GM01
- Relè max 48 V AC/DC, 1 A
- High/low switchable
- LED-bar di visualizzazione flusso
- Damping 0 – 10 s
- Switchpoint regolabile 1 – 10
Quando ha più senso: allarme on/off di rottura filtro o soglia di emissione superata. È la versione più semplice e più diffusa per protezione di processo.
Transistor isolato
DYNAguard GM02
- Uscita a transistor
- Galvanicamente isolato
- Max 31 V DC, 15 mA
- High/low switchable
- Damping 0 – 10 s
Quando ha più senso: integrazione diretta in PLC con ingressi digitali isolati, dove serve segnale pulito senza disturbi EMC o loop di massa.
4-20 mA analogico
DYNAguard GM20
- Uscita 4 – 20 mA
- Galvanicamente isolata
- Load < 500 Ω
- Damping 0 – 180 s
- Zero set regolabile (4 mA)
Quando ha più senso: monitorare trend di polverosità nel tempo, identificare degradi progressivi del filtro, correlare variazioni alle condizioni di processo su SCADA/supervisore.
Dove e come si installa DYNAguard GM
L'installazione tipica prevede il posizionamento dello strumento sul lato pulito del depolveratore, a valle del pacco filtrante, su un tratto di condotto rettilineo. Sono necessari almeno 3 diametri di condotto rettilinei prima e dopo il sensore, senza valvole, serrande o altri elementi che possano disturbare il flusso.
Il sensor rod va dimensionato tra 1/3 e 2/3 del diametro del condotto, con una lunghezza massima di 800 mm. L'installazione meccanica avviene tramite saldatura di una boccola filettata sul condotto e avvitatura dello strumento. La messa in servizio non richiede tarature particolari: la regolazione della sensibilità si effettua tramite switch e potenziometri in base al rumore di fondo dell'impianto in condizioni normali, sopra il quale viene fissato il livello di allarme.
⚠️ Perché DYNAguard GM costa più di altri triboelettrici
Vogliamo essere trasparenti: DYNAguard GM non è il rilevatore triboelettrico più economico sul mercato italiano. Esistono sensori di origine asiatica o europei low-cost con prezzi di listino significativamente inferiori. Se stai valutando strumenti in base al solo prezzo d'acquisto, probabilmente DYNAguard GM non è la scelta per te.
Il DYNAguard GM è invece la scelta corretta quando l'applicazione richiede uno o più di questi quattro requisiti:
- Sensibilità 0,1 mg/m³ per rilevamento precoce di rotture filtro — accorgersi del problema quando è ancora piccolo, non quando è già grave.
- Temperatura di processo oltre 100°C — applicazioni post-essiccatore, post-forno, cementifici dove i low-cost non possono operare.
- Versione ATEX zona 20 per polveri combustibili — dove i rilevatori senza certificazione non sono installabili per legge.
- Costo totale di possesso (TCO) su 10 anni — un sensore che dura 10+ anni ha un costo/anno inferiore a un sensore da sostituire ogni 2-3 anni.
Quando la rottura di un filtro può causare danni da migliaia di euro — ventilatori contaminati, scambiatori da pulire, emissioni fuori specifica, fermi produzione — la differenza di prezzo tra un triboelettrico low-cost e un DYNAguard GM si paga nel primo evento evitato.
Il cliente giusto per DYNAguard GM è chi calcola il costo di una sola rottura filtro non rilevata in tempo e si rende conto che vale più del premium di prezzo dello strumento.
Referenze enterprise di DYNAguard GM in Europa
DYNAguard GM è utilizzato da grandi gruppi industriali europei in settori con requisiti di sicurezza elevati: industria alimentare, cementifici, chimica, metalmeccanica, vetro. Sono clienti che hanno valutato TCO, rischi di processo e requisiti ATEX, scegliendo il premium price in cambio di affidabilità a lungo termine.
Heineken
BASF
Saint-Gobain
Knauf
Heidelberg Cement
Lhoist
Bayer
ThyssenKrupp
Nestle
Kraft
Fonte: elenco referenze pubblicato da DYNA Instruments. Settori coperti: alimentare, cementifici, chimico-farmaceutico, metalmeccanico, materiali da costruzione.
DYNAguard GM vs opacimetro vs CEMS: quando usare cosa
Nella famiglia degli strumenti per rilevamento polveri in flussi gassosi coesistono tecnologie diverse per esigenze diverse. La scelta corretta dipende da cosa si deve fare con il dato di misura.
| Strumento |
Funzione |
Vantaggio principale |
Quando usarlo |
DYNAguard GM
(triboelettrico) |
Rilevamento rottura filtro, allarme di processo |
Sensibilità 0,1 mg/m³, immune a depositi statici, bassa manutenzione |
Protezione depolveratori, monitoraggio interno di processo, sistemi non soggetti a obbligo CEMS |
Opacimetro
(ottico) |
Misura di torbidità/opacità del flusso |
Misura quantitativa di concentrazione polvere |
Controllo qualità emissioni su flussi stabili, applicazioni dove la misura quantitativa è richiesta |
| CEMS certificato QAL1/QAL2 |
Monitoraggio continuo emissioni al camino con valore legale |
Conformità normativa ufficiale (D.Lgs. 152/2006, BREF) |
Grandi impianti di combustione, inceneritori, cementifici soggetti a obbligo CEMS |
Hai obbligo CEMS al camino?
DYNAguard GM non ha certificazione QAL1/QAL2 e non è adatto a sistemi CEMS certificati ai sensi del D.Lgs. 152/2006 per grandi impianti di combustione, inceneritori, cementifici. In questi casi è necessaria strumentazione dedicata con certificazione ufficiale. Contatta MCA per una valutazione dell'applicazione corretta.
Devi valutare DYNAguard GM per la tua applicazione?
Inviaci tipo di polvere, diametro condotto, temperatura e pressione di processo, classificazione ATEX dell'area e tipo di integrazione richiesta (relè semplice, PLC con ingresso isolato, 4-20 mA su SCADA). MCA, distributore autorizzato Dyna Instruments in Italia, ti risponde con configurazione tecnica e quotazione.
Domande frequenti sul DYNAguard GM
Come si rileva la rottura di un filtro a maniche in tempo reale?
La rottura di una manica di filtro si rileva installando un sensore triboelettrico sul lato pulito (clean gas side) a valle del depolveratore. Quando la manica si rompe o si distacca, le polveri che dovrebbero essere trattenute sfuggono nel flusso in uscita: il sensore rileva le particelle in movimento e attiva un allarme. Con DYNAguard GM la rilevazione è possibile a partire da 0,1 mg/m³, ben prima che la perdita di efficienza diventi critica per l'impianto o per le emissioni.
Qual è la differenza tra broken bag detector triboelettrico e opacimetro?
L'opacimetro misura l'attenuazione ottica della luce attraversata dal flusso: funziona bene su flussi con polveri uniformi e in condizioni stabili, ma è sensibile a sporcamento delle ottiche e a variazioni di colore della polvere. Il rilevatore triboelettrico come DYNAguard GM misura l'interazione elettrica tra polveri in movimento e un'asta sensore: non è influenzato da depositi statici sul sensore (vede solo materiale in movimento), ha sensibilità più alta per rottura filtro (0,1 mg/m³) e costa meno come installazione. L'opacimetro è preferito quando serve misura quantitativa di concentrazione per conformità emissiva; il triboelettrico è preferito per protezione processo e rilevamento rotture filtro.
Il DYNAguard GM ha certificazione QAL1 / QAL2?
No. DYNAguard GM non ha certificazione QAL1/QAL2 secondo UNI EN 15267, che sono richieste per sistemi CEMS di monitoraggio emissioni in continuo al camino in contesti normativi specifici (grandi impianti di combustione, inceneritori, cementifici). DYNAguard GM è progettato per protezione di processo (rilevamento rottura filtri, allarme emissioni di processo non normate), non per misure fiscali ambientali certificate. Se il cliente ha obbligo QAL1/QAL2, deve orientarsi su strumentazione diversa (opacimetri CEMS certificati).
Serve la certificazione ATEX per un rilevatore di rottura filtro?
Dipende dal tipo di polvere e dalla classificazione dell'area di installazione. Nei settori con polveri combustibili (farine, zuccheri, cereali, fertilizzanti, vernici in polvere, pellet plastica, carbone, biomasse) i depolveratori e le tubazioni a valle sono tipicamente classificati come zona 20, 21 o 22 secondo ATEX 2014/34/UE. In questi casi il sensore deve essere certificato ATEX categoria 1D, 2D o 3D a seconda della zona. DYNAguard GM è disponibile anche in versione ATEX certificata con marcatura Ex ta IIIC T200 152°C Da IP64 per installazione in zona 20 (la più severa).
Qual è la sensibilità del DYNAguard GM e cosa significa in pratica?
DYNAguard GM ha sensibilità nominale 0,1 mg/m³ e range di regolazione 1:180.000. In pratica significa che lo strumento rileva anche perdite di polvere molto piccole attraverso il filtro, a partire da una concentrazione di 0,1 mg/m³ nel flusso a valle. Questo è fondamentale per la rilevazione precoce di una rottura di manica: gli strumenti triboelettrici economici hanno tipicamente sensibilità 1-5 mg/m³, quindi segnalano la rottura solo quando la perdita è già significativa (10-50 volte più tardi). Il range 1:180.000 permette di adattare lo stesso hardware a polveri di natura molto diversa (fini silicee, grossolane cristalline, metalliche, organiche).
Fino a che temperatura può lavorare un DYNAguard GM?
La versione standard copre temperature di processo fino a 90°C (194°F). Sono disponibili due versioni optional per alte temperature: fino a 130°C e fino a 200°C. La versione 200°C copre applicazioni critiche come il monitoraggio filtri post-essiccatore, post-forno, cementifici, produzione di calce e forni industriali dove i triboelettrici economici non possono operare per limiti costruttivi (tipicamente fermi a 80-100°C).
Quale versione di uscita scegliere tra GM01, GM02 e GM20?
GM01 ha uscita a relè (max 48V AC/DC, 1A) ed è la scelta standard per allarme on/off di rottura filtro o soglia di emissione superata. GM02 ha uscita a transistor galvanicamente isolato (max 31V DC, 15 mA) per integrazione diretta in PLC con ingressi digitali isolati. GM20 ha uscita analogica 4-20 mA con damping regolabile 0-180 secondi, utile per monitorare il trend di polverosità nel tempo, identificare progressivi degradi del filtro e correlare variazioni alle condizioni di processo. GM01 è la scelta più diffusa per protezione semplice; GM20 è preferito quando serve un trend analogico per supervisione SCADA/PLC.
Perché DYNAguard GM costa più di altri triboelettrici sul mercato?
DYNAguard GM non è il triboelettrico più economico del mercato italiano. Ha un prezzo di listino superiore rispetto a sensori di origine asiatica o europei low-cost, giustificato da caratteristiche tecniche specifiche: sensibilità 0,1 mg/m³ (10-50 volte superiore ai low-cost), range regolazione 1:180.000, versioni per alta temperatura fino a 200°C (i low-cost si fermano a 80-100°C), pressione fino a 10 bar optional, versione ATEX zona 20. In applicazioni dove questi requisiti contano (protezione filtri critici, polveri combustibili, alte temperature) DYNAguard GM è la scelta tecnicamente corretta; su applicazioni dove il requisito è minimo, esistono alternative più economiche adeguate.
DYNAguard GM richiede manutenzione periodica?
No. DYNAguard GM è progettato come strumento esente da manutenzione. Il principio triboelettrico modificato non è influenzato da depositi sulla sonda (viene rilevato solo materiale in movimento), quindi non richiede pulizia periodica delle ottiche come gli opacimetri. Non serve ricalibrazione in condizioni normali di funzionamento. La regolazione della sensibilità si fa una volta all'installazione, in base al rumore di fondo dell'impianto.
MCA fornisce DYNAguard GM per rilevamento rottura filtri a maniche e monitoraggio polveri di processo in tutta Italia, come distributore autorizzato Dyna Instruments.