Guida tecnica · aggiornato 2026
Selezionare correttamente una valvola di sicurezza, non solo per pressione e attacco
Una valvola di sicurezza è l'ultimo dispositivo di protezione di un'attrezzatura a pressione: interviene quando ogni altro sistema di controllo ha già ceduto o è insufficiente. Sceglierla guardando solo pressione nominale e tipo di attacco è l'errore tecnico più diffuso, e il più costoso.
La selezione corretta dipende da normativa applicabile, dimensionamento della capacità di scarico, temperatura di esercizio, materiale del corpo, guarnizione, compatibilità chimica con il fluido e capacità di scarico certificata del modello scelto. Questa guida mette in fila tutti questi criteri, con i dati tecnici reali delle serie che MCA fornisce.
È pensata per uffici tecnici, manutentori, responsabili di impianto e progettisti che devono prendere una decisione difendibile: cosa prescrive la legge, come si calcola la portata da scaricare, quando serve l'inox e quando basta il bronzo, ogni quanto si tara e come si legge un datasheet senza ambiguità.
Settori in cui si installano le valvole di sicurezza
Lo stesso principio di protezione dalla sovrapressione si applica a impianti molto diversi. La selezione del modello corretto dipende dal fluido, dalla pressione di taratura, dalla temperatura e dai requisiti normativi del settore.
Chimico e petrolchimico
Farmaceutico
Alimentare e bevande
Energia e cogenerazione
Caldaie e vapore
Gas tecnici
Criogenia
Idrogeno
Navale
Trattamento acque
ATEX
Oil & Gas
In breve: i quattro principi della selezione
Prima di entrare nel dettaglio, i quattro punti che questa guida dimostra e che riassumono l'approccio tecnico corretto alla scelta di una valvola di sicurezza.
- Una valvola di sicurezza (PSV) scarica automaticamente il fluido quando la pressione supera la taratura, aprendo in modo rapido e completo (pop action) e richiudendosi al valore di taratura meno il blowdown.
- La capacità di scarico viene prima del catalogo: si calcola la portata da scaricare e solo dopo si sceglie il modello con capacità certificata sufficiente. Per il vapore la formula pratica è Q = P / 0,58.
- La scelta corretta dipende da pressione, temperatura, materiale, guarnizione e capacità certificata, non da pressione e attacco da soli.
- La distinzione inox / bronzo è tecnica, non solo economica: il bronzo non è la versione povera dell'inox, è una scelta corretta in molte applicazioni standard.
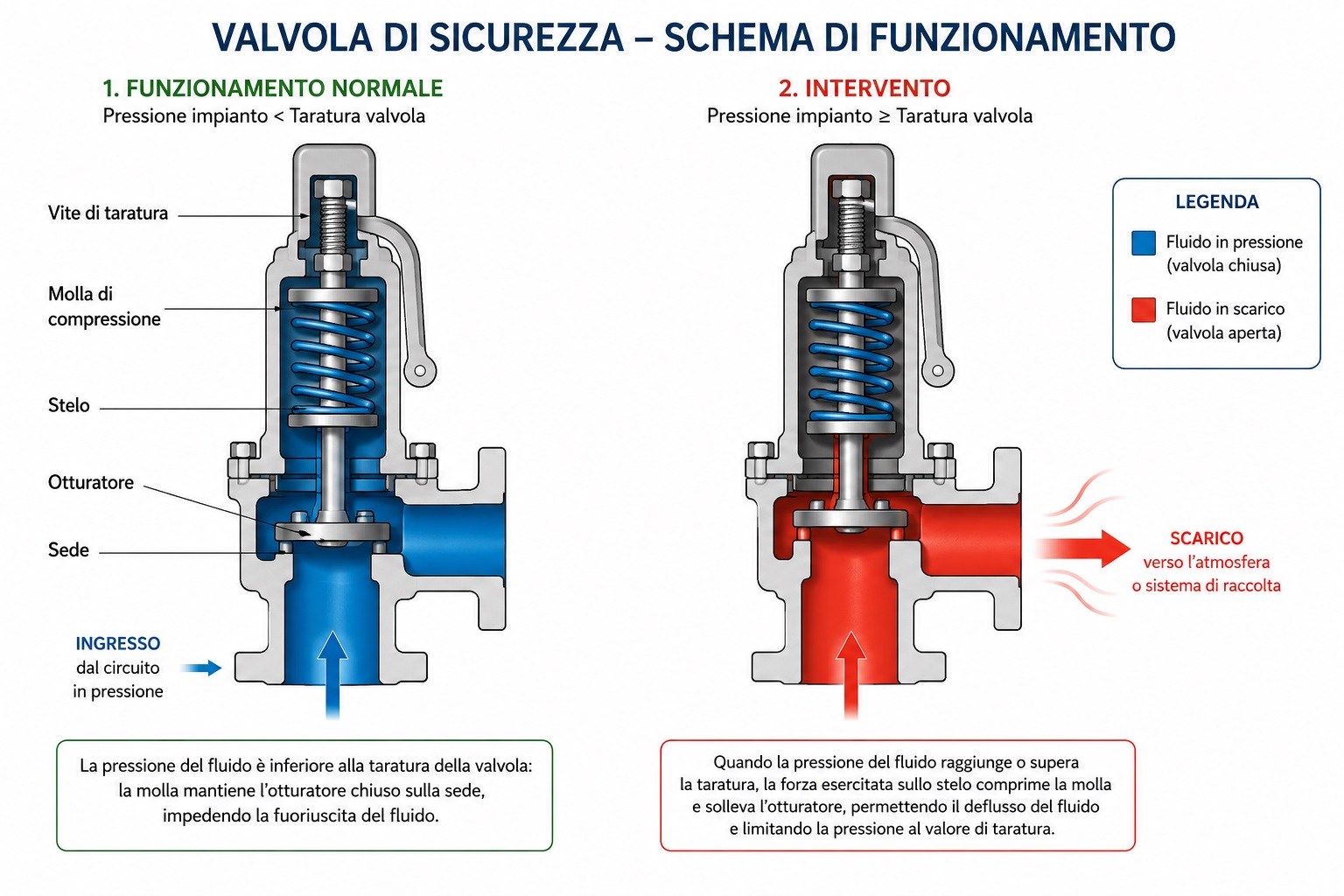
Cos'è una valvola di sicurezza e come funziona
Una valvola di sicurezza (PSV — Pressure Safety Valve) è un dispositivo di protezione automatico che scarica il fluido quando la pressione supera la pressione di taratura (set pressure), aprendo in modo rapido e completo (pop action) per evacuare la sovrapressione e richiudendosi quando la pressione scende al valore di taratura diminuito del blowdown. Non regola il processo, non modula il flusso, non fa manutenzione ordinaria della pressione: interviene solo quando tutto il resto ha già ceduto. Per questo viene definita "ultima linea di difesa".
PSV o PRV? La distinzione che cambia la selezione
I termini "valvola di sicurezza" e "valvola di sfioro" sono spesso usati come sinonimi, ma la distinzione tecnica è rilevante per la scelta corretta del dispositivo.
| Caratteristica | Valvola di sicurezza (PSV) | Valvola di sfioro (PRV) |
|---|
| Apertura | Rapida e completa (pop action) alla pressione di taratura | Proporzionale e progressiva all'aumento di pressione |
| Fluido tipico | Gas, vapori, aria | Liquidi |
| Funzione | Protezione da sovrapressione: ultima linea di difesa | Limitazione / sfioro della pressione in esercizio |
| Comportamento | Scarica tutta la portata richiesta in modo immediato | Apre quanto basta a contenere l'incremento |
Per il dettaglio sui dispositivi di sfioro vedi la pagina dedicata alle valvole di sfioro e alle valvole rompivuoto.
Il quadro normativo italiano
Le norme che si applicano a una valvola di sicurezza in Italia operano su due piani distinti che vanno tenuti separati: la conformità del prodotto (come la valvola entra sul mercato) e l'esercizio dell'impianto (come la valvola viene gestita e verificata nel tempo). Confonderli è una fonte tipica di non conformità.
Direttiva europea
PED 2014/68/UE
Impone dispositivi di protezione su tutte le attrezzature a pressione con rischio di sovrapressione. Le valvole di sicurezza devono essere marcate CE. È il quadro di conformità del prodotto al momento dell'immissione sul mercato UE.
Norma di prodotto
EN ISO 4126-1
La norma tecnica di riferimento per le valvole di sicurezza. Definisce set pressure, overpressure (tipicamente 10% della taratura), blowdown, capacità di scarico Q e coefficiente di efflusso Kd. È la base per il calcolo della sezione e della capacità.
Decreto italiano
DM 329/2004
Disciplina la messa in servizio e l'utilizzazione delle attrezzature a pressione in Italia. Prevede verifiche periodiche delle valvole di sicurezza, collegate alle verifiche di riqualificazione del recipiente protetto. Ogni taratura va documentata.
Raccolta ISPESL
Raccolta R — generatori di vapore
Fornisce la formula pratica di dimensionamento per i generatori di vapore: Q = P / 0,58 (P in kW, Q in kg/h). È il riferimento per il calcolo della capacità di scarico minima su caldaie secondo la prassi italiana.
Glossario tecnico: leggere un datasheet senza ambiguità
Le definizioni precise dei parametri che compaiono su ogni scheda tecnica. Capire questi otto termini è la differenza tra scegliere una valvola e scegliere quella giusta.
Pressione
Pressione di taratura (set pressure)
Pressione alla quale la valvola inizia ad aprirsi. Deve essere minore o uguale alla MAWP del componente più debole dell'impianto. Regola pratica: almeno +10% sopra la massima pressione operativa normale, per evitare aperture spurie.
Valore chiave: ≤ MAWP
Pressione
Sovrapressione (overpressure)
Incremento di pressione oltre la taratura necessario per la piena apertura della valvola. Tipicamente il 10% della taratura, massimo 20% secondo EN ISO 4126-1. Pressione di scarico = taratura + sovrapressione.
Valore chiave: tipico 10%
Chiusura
Blowdown (scarto di chiusura)
Riduzione di pressione sotto la taratura necessaria per la richiusura completa. Per il vapore tipicamente 10–15% della taratura. Un blowdown eccessivo causa perdita di fluido dopo il rientro della sovrapressione.
Valore chiave: 10–15% vapore
Portata
Capacità di scarico (Q)
Portata massima di fluido che la valvola può evacuare alle condizioni di scarico. Deve essere maggiore o uguale alla portata generata dalla sorgente da proteggere. Per le caldaie: Q ≥ P/0,58 kg/h.
Valore chiave: Q ≥ portata sorgente
Efflusso
Coefficiente di efflusso (Kd)
Rapporto tra capacità di scarico effettiva e quella teorica di un ugello ideale di pari sezione, determinato da prove di omologazione. Valore tipico per valvole a molla standard: 0,60–0,75. Nel dimensionamento si usa Kdr = Kd × 0,9.
Valore chiave: tipico 0,60–0,75
Pressione
MAWP
Maximum Allowable Working Pressure: la massima pressione che il sistema può sopportare nelle condizioni operative. La pressione di taratura non può mai superare la MAWP del componente più debole del circuito protetto.
Valore chiave: taratura ≤ MAWP
Alzata
Sollevamento totale (full lift)
Il disco risale di almeno 1/4 del diametro dell'orifizio. La capacità è determinata dall'area dell'orifizio, la massima possibile. Scelta standard per vapore e gas dove serve la massima capacità di scarico.
Valore chiave: alzata ≥ 1/4 DN
Alzata
Alzata elevata (high lift)
Il disco risale di 1/12 del diametro dell'orifizio. La capacità è determinata dall'area della cortina, sensibilmente inferiore al sollevamento totale. Per applicazioni dove la capacità ridotta è accettabile.
Valore chiave: alzata = 1/12 DN
Dimensionamento: la formula e il metodo
Una valvola di sicurezza non si dimensiona partendo dal catalogo, ma partendo dalla capacità di scarico richiesta. Solo dopo si sceglie il modello leggendo Kd, orifizio, portata tabellata, materiali, tenute e servizio reale. Per i generatori di vapore la prassi italiana usa la formula della Raccolta R.
Formula Raccolta R per generatori di vapore
Q = P / 0,58
Q = capacità di scarico minima [kg/h] · P = potenza del generatore [kW]
Esempio: generatore da 150 kW → Q minima = 150 / 0,58 = 258,6 kg/h. La valvola scelta deve avere capacità di scarico certificata ≥ 258,6 kg/h alla pressione di taratura.
1 Caso di sovrapressione
Individua perché la pressione può salire: generazione di vapore, compressore, errore di regolazione, espansione termica, blocco linea.
2 Fluido e condizioni
Definisci se lavori su vapore, gas comprimibile o liquido. Raccogli pressione, temperatura, densità e condizioni di progetto.
3 Capacità richiesta
Calcola la portata da scaricare con Q = P/0,58 per il vapore o con il metodo EN ISO 4126-1 per gas e liquidi.
4 Datasheet
Leggi Kd, orifizio, capacità tabellata, materiali, tenute e campo di pressione di taratura del modello.
5 Temperatura e materiali
Verifica che la temperatura di esercizio rientri nel range del modello e che materiale e guarnizione siano compatibili con il fluido.
6 Scelta finale e documentazione
Seleziona il modello con capacità sufficiente, verifica la connessione e documenta la taratura per le verifiche periodiche DM 329/2004.

Non sai quale capacità di scarico ti serve?
Indicaci fluido, pressione di taratura, temperatura e portata generata dalla sorgente da proteggere. Verifichiamo il dimensionamento e selezioniamo il modello corretto con capacità di scarico certificata adeguata.
Tabella guarnizioni: la compatibilità la decide la tenuta
La scelta della guarnizione determina la compatibilità con il fluido tanto quanto il materiale del corpo. Due valvole con corpo identico si comportano in modo molto diverso se cambia la tenuta. Questa tabella indica il campo di impiego tipico di ciascun elastomero.
| Materiale | T max | Fluidi compatibili | Incompatibile con | Applicazione tipica |
|---|
| NBR (nitrile) | 120 °C | Olio minerale, gasolio, aria, acqua, gas inerti | Vapore oltre 110 °C, acidi, solventi, ozono | Aria compressa e olio — scelta economica standard |
| EPDM | 150 °C | Vapore, acqua calda, acidi deboli, alcali | Olio minerale, idrocarburi, solventi | Vapore a pressioni moderate, acqua calda |
| FKM (Viton) | 200 °C | Idrocarburi, acidi forti, solventi, vapore severo | Chetoni, esteri, ammine, HF | Chimica, vapore ad alta temperatura |
| FFKM (Kalrez) | 260 °C | Quasi tutti i fluidi chimici, vapore ultrapuro | Alcuni fluoruri | Farmaceutico, vapore puro, fluidi molto aggressivi |
| PTFE | 200 °C | Acidi forti, alcali, gas aggressivi, solventi | Fluoro elementare, metalli alcalini | Rivestimento sede + tenuta per fluidi corrosivi |
| Metallo-metallo | 400 °C | Vapore surriscaldato ad alta T, gas ad alta T | Servizi che richiedono tenuta ermetica a bassa P | Valvole ad alta temperatura |
Inox o bronzo: quando scegliere quale
Il confronto che i cataloghi non fanno, con i dati reali delle serie. Il bronzo non è inferiore all'inox: è una scelta tecnica corretta in molte applicazioni standard. L'inox entra in gioco quando cambiano fluido, temperatura, severità del servizio o requisiti igienici.
| Criterio | Acciaio inox (serie 451 / 455 / 461 / 420) | Bronzo / gunmetal (serie 851 / 852 / 652 / 861) |
|---|
| Temperatura | Fino a +400 °C (serie 451, 455) | Fino al limite della serie, inferiore all'inox |
| Pressione | 0,2–70 bar secondo serie (451 fino a 70 bar) | 0,1–50 bar (filettate), 0,5–25 bar (852 flangiata) |
| Resistenza alla corrosione | Eccellente: acidi, alcali, ambienti marini | Buona: acqua, gas non corrosivi, vapore standard |
| Compatibilità fluidi | Gas corrosivi, criogenia, food, pharma | Vapore, aria, acqua, gas inerti, liquidi non corrosivi |
| Costo relativo | Maggiore | Minore — soluzione economica per servizi standard |
| Acetilene | Compatibile (inox) | ⚠ NON usare — il rame forma acetiluri esplosivi |
| Food / Pharma | Idoneo (serie clean dedicate) | Non adatto al contatto diretto con alimenti |
⚠ Avvertenza critica — acetilene: non installare mai valvole in bronzo o ottone (tenore di rame > 65%) su linee acetilene. Il rame reagisce con l'acetilene formando acetiluri di rame instabili e potenzialmente esplosivi. Usare esclusivamente acciaio inox. Vedi la pagina dedicata alla
valvola di sicurezza per acetilene.
Catalogo completo delle serie
La gamma completa di valvole di sicurezza che MCA fornisce, organizzata per famiglia. I dati di pressione e temperatura indicano il campo coperto dalla serie nelle sue varianti; il dimensionamento del singolo caso va sempre verificato sul datasheet specifico. Dalla tabella si accede alla pagina di approfondimento per ogni applicazione.
| Serie | Materiale | Attacco | Pressione | Temperatura | Applicazione tipica | Approfondisci |
|---|
| Valvole di sicurezza in acciaio inox |
| 451 | Inox | Filettato DN15–50 | 0,5–70 bar | −60 / +400 °C | Chimico, vapore, process, recipienti a pressione | Inox → |
| 461 | Inox | Filettato, DN piccoli | secondo serie | secondo serie | Scarichi ridotti, taglie compatte | Inox → |
| 460 | Inox | Filettato angolare | secondo serie | secondo serie | Versione angolare inox | Inox → |
| 420 | Inox | Filettato ¼"–1" | 0,5–50 bar | −40 / +260 °C | Miniatura, gas tecnici, piccole linee | Gas tecnici → |
| 455 | Inox | Flangiato DN15–100 | 0,2–40 bar | fino a +400 °C | Flangiata alta capacità, PN40/PN16 | Flangiata → |
| 451r | Inox + disco di rottura | Clamp KUB-Clean | secondo serie | secondo serie | Doppia barriera con disco di rottura | Inox → |
| Valvole di sicurezza in bronzo / gunmetal |
| 851 / 652 / 861 | Bronzo | Filettato | 0,1–50 bar | secondo serie | Vapore saturo, aria, acqua, gas inerti | Bronzo → |
| 852 | Bronzo | Flangiato | 0,5–25 bar | secondo serie | Versione flangiata per servizi standard | Bronzo → |
| Ghisa sferoidale e acciaio fuso |
| 355 / 355bHL | Ghisa sferoidale GGG-40.3 | Flangiato DN15–100 | 0,2–40 bar | −10 / +350 °C | Acqua di riscaldamento, vapore, teleriscaldamento — alternativa economica | Ghisa → |
| 255 / 255 ANSI | Acciaio fuso | Flangiato EN / ANSI | secondo serie | secondo serie | Mercato ASME / ANSI, oil & gas | Flangiata → |
| Applicazioni speciali — fluido |
| 451 / 851 / 455 / 852 | Inox / Bronzo | Filettato / Flangiato | secondo serie | secondo serie | Vapore saturo e caldaie | Vapore → |
| 451 / 420 + ottone | Inox / Ottone | Filettato | secondo serie | secondo serie | Aria compressa, compressori, ricevitori | Aria compressa → |
| 451 / 420 / 455 | Inox | Filettato / Flangiato | secondo serie | secondo serie | Azoto, argon, CO2 — solo inox | Gas tecnici → |
| 451 / 455 | Inox (no rame) | Filettato / Flangiato | secondo serie | secondo serie | Acetilene — mai bronzo o ottone | Acetilene → |
| 2400 / 2480 | Inox 1.4404 / gunmetal | Filettato ¼"–1½" | 0,2–70 bar | −200 / +200 °C | Criogenia: azoto, ossigeno, argon, CO2, LNG liquidi | Criogenica → |
| 492 | Inox 1.4404 / 1.4408 | Filettato ¼"–1" (DN6 per 1500 bar) | 50–1500 bar | −60 / +200 °C | Idrogeno, alta e altissima pressione | Idrogeno → |
| 492GOX | Monel / ottone | Filettato rotante | 50–420 bar | −40 / +60 °C | Ossigeno gassoso alta pressione (anti oxygen burnout) | Ossigeno → |
| Clean / sanitarie — food & pharma |
| 400 / 400.5 | Inox hygienic | Clamp + attacchi food | secondo serie | secondo serie | Food e pharma, hygienic design EHEDG/DGUV | Sanitaria → |
| 4000 / 4020 / 4040 / 4060 | Inox 1.4404 / 1.4435 | Clamp / asettici, dead-space free | 0,4–16 bar | −40 / +200 °C | Pharma, biotech, food: Ra < 0,76 µm | Sanitaria → |
| 400.5 | Inox hygienic | Clamp + attacchi food | secondo serie | secondo serie | Sfioro / pressure control sanitario, FDA/USP/3-A | Sfioro → |
| Sfioro e scarico atmosferico |
| 628 / 601 / 612 | Vari | Filettato / Flangiato | secondo serie | secondo serie | Sfioro / pressure relief | Sfioro → |
| 410 / 810 / 412 / 812 / 413 / 813 | Inox / Bronzo | Filettato | secondo serie | secondo serie | Scarico atmosferico | Sfioro → |
Nota: "secondo serie" indica che il valore dipende dalla variante e va letto sul datasheet specifico. I dati certi (es. 451: 0,5–70 bar, −60/+400 °C) sono riportati per esteso. Per il dato esatto del tuo caso, richiedi il datasheet.
Tutte le pagine sulle valvole di sicurezza
Il cluster tecnico completo MCA: pagine prodotto per materiale e applicazione, guide tecniche di approfondimento e prodotti correlati. Da qui raggiungi la risorsa più adatta alla tua esigenza specifica.
🔧 Pagine prodotto
- MaterialeValvole di sicurezza in acciaio inoxSerie 451, 455, 461, 420 — da −60 a +400 °C, fino a 70 bar
- MaterialeValvole di sicurezza in bronzoSerie 851, 852, 652, 861 — vapore, aria, acqua, gas inerti
- ApplicazioneValvole di sicurezza per vaporeCaldaie e circuiti vapore, formula Q=P/0,58
- ApplicazioneValvola di sicurezza aria compressaCompressori, ricevitori, sistemi ad aria
- ApplicazioneValvola di sicurezza per gas tecniciAzoto, argon, CO2 — panoramica gas e materiali
- ApplicazioneValvola di sicurezza per idrogenoSerie 492, 50–1500 bar, tenute PAI/PEEK
- ApplicazioneValvola di sicurezza per ossigeno492GOX gassoso HP + 2400/2480 LOX, anti oxygen burnout
- Applicazione criticaValvola di sicurezza per acetileneSolo inox — mai rame, bronzo, ottone
- ApplicazioneValvola di sicurezza criogenicaFino a −200 °C: azoto, ossigeno, argon, LNG liquidi
- SettoreValvola di sicurezza sanitariaFood & pharma: serie Hygienic, EHEDG, Ra < 0,76 µm
- MaterialeValvola di sicurezza in ghisaGhisa sferoidale 355 e 355bHL, riscaldamento
- Variante costruttivaValvola di sicurezza a molla flangiataCategoria 4 materiali: 455/852/355/255
- VarianteValvola di sicurezza PN40Classe di pressione flangia DIN EN 1092-1
📘 Guide tecniche
- GuidaCome dimensionare una valvola di sicurezzaFormula vapore, EN ISO 4126-1, Kd, sequenza in passi
- GuidaTaratura: normativa e periodicitàPED, DM 329/2004, banco prova, documentazione
- GuidaValvola di sicurezza inox o bronzoConfronto materiali, guarnizioni, costi, quando serve inox
- GuidaValvole per vapore e condensatoIl loop completo: scaricatori, riduttori, sicurezza
- GuidaGuida completa alle valvole industrialiTipologie, criteri di scelta, emissioni, ATEX, H2
Domande frequenti sulle valvole di sicurezza
Cos'è una valvola di sicurezza e come funziona?
Una valvola di sicurezza (PSV) è un dispositivo di protezione automatico che scarica il fluido quando la pressione supera la pressione di taratura, aprendo in modo rapido e completo (pop action) e richiudendosi quando la pressione scende al valore di taratura meno il blowdown. È prescritta dalla Direttiva PED 2014/68/UE su tutte le attrezzature a pressione con rischio di sovrapressione. Non regola il processo: interviene solo quando ogni altro sistema di controllo è insufficiente.
Come si calcola la capacità di scarico per una caldaia a vapore?
Per i generatori di vapore si usa la formula della Raccolta R: Q = P / 0,58, dove P è la potenza del generatore in kW e Q la portata di scarico minima richiesta in kg/h. Esempio: una caldaia da 200 kW richiede Q minima = 200 / 0,58 = 344,8 kg/h. La valvola scelta deve avere capacità di scarico certificata uguale o superiore a Q minima alla pressione di taratura. Per gas e liquidi si usa invece il metodo EN ISO 4126-1.
Quando scegliere una valvola di sicurezza inox invece che in bronzo?
L'acciaio inox è preferibile o obbligatorio per temperature elevate (le serie inox arrivano a +400 °C), applicazioni food e pharma, fluidi corrosivi, gas tecnici, criogenia e su qualsiasi linea con acetilene. Il bronzo resta una scelta tecnica corretta ed economica per vapore saturo standard, aria compressa, acqua e gas non corrosivi entro i limiti di temperatura e pressione della serie. La scelta corretta considera sempre la combinazione corpo + guarnizione + fluido.
La valvola di sicurezza è obbligatoria per legge?
Sì. La Direttiva PED 2014/68/UE impone dispositivi di protezione contro la sovrapressione su tutte le attrezzature a pressione con rischio di sovrapressione, con marcatura CE. In Italia il DM 329/2004 disciplina la messa in servizio e l'utilizzazione delle attrezzature a pressione e prevede verifiche periodiche documentate. Le caldaie a vapore devono avere almeno una valvola capace di scaricare l'intera produzione di vapore.
Cos'è il blowdown e perché è importante?
Il blowdown è la riduzione di pressione sotto la taratura necessaria per la richiusura completa della valvola. Per il vapore è tipicamente il 10-15% della taratura. Un blowdown eccessivo fa restare la valvola aperta a lungo dopo il rientro della sovrapressione, con perdita inutile di fluido. Un blowdown insufficiente provoca instabilità alla chiusura, schiocchi ripetuti e usura precoce della sede.
Ogni quanto va tarata una valvola di sicurezza?
Non esiste una periodicità unica valida per tutti i casi. In Italia il DM 329/2004 lega la frequenza alle verifiche di riqualificazione del recipiente protetto, e dipende da fluido, severità del servizio ed esito delle verifiche precedenti. In pratica si va da controlli annuali nei servizi più severi (vapore) a intervalli più ampi su servizi puliti e stabili. Ogni taratura va documentata con data, valore di set pressure e strumento di misura, conservando la documentazione per le ispezioni.
MCA Strumentazione Industriale fornisce valvole di sicurezza per applicazioni industriali in tutta Italia, con supporto tecnico al dimensionamento, verifica della capacità di scarico, selezione del materiale e della guarnizione corretti per il fluido e disponibilità di soluzioni per servizi speciali (criogenia, idrogeno, ossigeno, food e pharma). Operiamo in Lombardia, Veneto, Emilia-Romagna, Piemonte, Lazio e su tutto il territorio nazionale.